

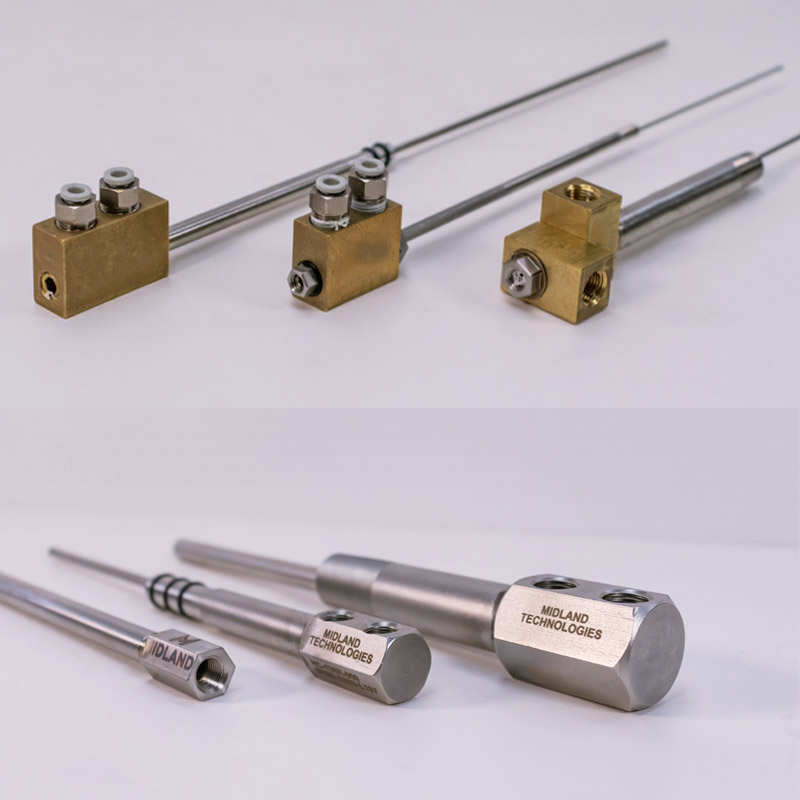
Over the past few months, we have been doing our customer trials of Vac-Alert, our new vacuum monitoring system. The system compliments our industry-leading valve-less vacuum blocks, by allowing an accurate measurement of vacuum level in the die cavity during the die casting process. Measuring the vacuum level in the cavity is achieved through the installation of an ‘iBlock’ with an integrated vacuum sensor, that samples vacuum 50 times per second during the vacuum cycle.
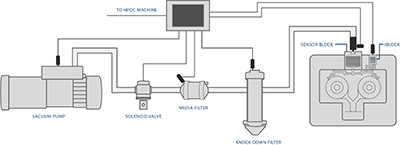
As the pour hole on the shot sleeve is closed and the solenoid valve opens, Vac-Alert starts the process of measuring vacuum levels from the pump and at critical points, all the way to the die. These other locations include the filters and the valve-less vacuum blocks. Just before Fast Shot, Vac-Alert takes a ‘snapshot’ of vacuum levels from each of these sensors and displays them on the main page of the touchscreen. The vacuum levels at these components are compared with user-adjustable levels for good, fair and poor of vacuum for each component. When the vacuum level falls below that pre-determined level, the touch screen will flash alerts of the low vacuum, or through an optional light tower. The user may also choose to have the machine shut down, in case vacuum levels reach a point where excessive porosity is most likely present.

There are many reasons that vacuum levels may deteriorate:
• Solidified metal or particle build-up on the teeth of the valve-less vacuum block
• Clogged hoses or manifold
• Excessive debris in the knock-down or media filters
On a shot-by-shot basis, Vac-Alert displays the critical readings to ensure that vacuum level is maintained in the die cavity – an area vital to ensure that vacuum is at the level needed to manufacture quality components. Constant monitoring of the vacuum system during the casting process will alert users to issues and lower scrap rates.
Vac-Alert’s system is easy to install, thanks to the cabling connections that link the sensors at various locations in and around the vacuum system. Simply connect the cabling to the sensors at the vacuum source, filter system, blocks and iBlock. When a tool is removed from the die cast machine, simply disconnect from the main umbilical cable at the platen. When the new tool is installed, simply connect its sensor harness from the blocks to the Vac-Alert cable interface. No die is the same – with different numbers of valve-less vacuum blocks – that is why we offer custom wire harnesses for your tool. Easily connect and disconnect when swapping tools at your die cast machine.
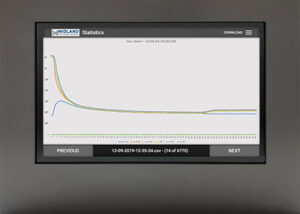
Programming is even easier – just set your minimum parameters for vacuum on each sensor in the array, set up length of vacuum data capture. Interface your high pressure die cast machine output for vacuum on/off positions, and you are ready to start capturing data. At the end of Fast Shot, the home screen of Vac-Alert will display the maximum vacuum level for each of the sensors. In addition, the user can also access the detailed vacuum levels for each shot, at 20 millisecond intervals by reviewing the Statistics page. Each shot recorded can be reviewed individually and the user can jump 10, 100 or 500 shots at a time, to quickly compare the vacuum curve quality over a period of hours.
If you are interested in learning more about Vac- Alert, click here to view the Vac-Alert product page or feel free to contact us to schedule a brief web conference. During the presentation, you will learn more about Vac-Alert’s data capture system and how it operates.




{kind=link}
{kind=link}
{kind=link}
{kind=link}